工艺步骤:
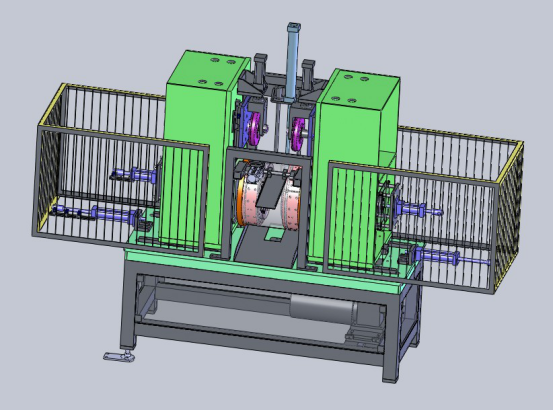
冲压描述200张料片→叉车分别进入AB双料仓→料片移载机械手→料片对中定位机构→料片移载机械手进入模具(共4步序)→U壳折弯→U壳移载机械手→A工位进行U壳箱体的组对及预焊接→U壳移载机械手→B/C/D工位进行U壳箱体剩余焊点的焊接→U壳箱体输送线体。四套模具+切屑自动收集箱+切余料自动码垛机+换模平台等组成U壳料片冲压成形步序。
成型描述板料冲压成型后,冲压移载机械手将板料送到折U工位,折U工位折完后,折U移载机械手将U壳同步由折U工位送到待料工位、由待料工位送到提升工位,U壳在提升工位被焊接工位移载机械手抓取已送到焊接工位A/B/C/D,在焊接工位A完成箱体的组对及预焊接,在焊接工位B/C/D工位完成对箱体的剩余焊点的焊接,焊接完毕后,箱体在焊接工位D的输送线体的驱动下下线。



生产节拍:≤25秒
设备信息:压机采用湖州机床厂设备,料片移栽机械手由我司自行研发制作